LA 2379 - Acciaio per lavorazione a freddo LA2379-5061
EN X153CrMoV12 (Ex AFNOR Z160CDV12) - W.Nr 1.2379 - AISI D2


Impieghi industriali
Stampi e componenti per materie plastiche abrasive.
Lame per cesoie.
Utensili da taglio.
Utensili per imbutitura.
Spessori, rulli, pezzi d’usura.
Composizione chimica in % secondo la norma ISO 4957
C | Mn | Si | Cr | Mo | V | S | P | Fe | |
Mini | 1,45 | 0,20 | 0,10 | 11,00 | 0,70 | 0,70 | - | - | Base |
Maxi | 1,60 | 0,60 | 0,60 | 13,00 | 1,00 | 1,00 | 0,030 | 0,030 | Base |
Proprietà fisiche a 20 °C
Densità. : 7,85
Modulo d’elasticità E : 210 000 N/mm²
Coefficiente di Poisson V : 0,3
Coefficiente medio di dilatazione in m/m* °C
tra 20 °C e 100 °C : 11,2 x 10-6
tra 20 °C e 200 °C : 11,5 x 10-6
tra 20 °C e 400 °C : 12,3 x 10-6
Conducibilità termica a 20 °C in W (m*k) : 16
Magnetico
Punti di trasformazione
- Ac1 : 810 °C, - Ac3 : 845 °C.
Fucinatura
1100 °C - 900 °C seguita da un raffreddamento lento e guidato.
Ricotto
750 °C.
Stato di fornitura
Acciaio consegnato allo stato ricotto ≤ 255 HB.
Controllo US secondo EN 10228-3 Classe 3.
Attitudine all’uso
In base al trattamento termico realizzato e alle caratteristiche meccaniche desiderate:
- Acciaio per utensili altolegato utilizzato nella realizzazione di stampi per la trasformazione di materie plastiche, per il taglio, la fucinatura e l’imbutitura a freddo.
- Grande intensità di tempra.
- Grande resistenza all’usura.
- Grande attitudine alla nitrurazione e ai trattamenti superficiali.
- Resistenza alla corrosione media.
Attitudine alla lucidatura
Idoneo alla lucidatura 'brillante 6 micron'.
Trattamento termico
Tempra:
- preriscaldamento a 750 °C,
- riscaldamento a 1050 °C,
- tempra in olio caldo o in un bagno di sali o con gas.
Rinvenimento: A partire da 150 °C in base alla durezza e alle caratteristiche meccaniche desiderate.
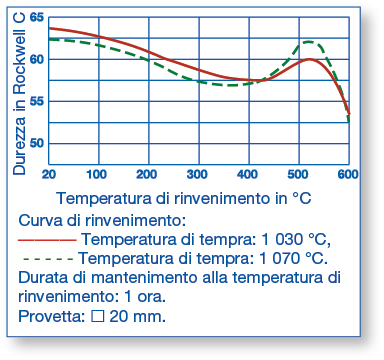
Curva di rinvenimento
Campioni trattati su provette con uno spessore di 25 mm.
Attitudine alla saldatura
Adatto alla saldatura TIG e al laser.
Bacchetta WRLA7 Ø 1,6. Codice Lugand: 43 05 125.
Sezioni disponibili in mm
| 15 | 20 | 25 | 30 | 35 | 40 | 45 | 51 | 56 | 61 | 65 | 71 | 76 | 81 |
86 | 91 | 102 | 122 | 131 | 152 | 162 | 172 | 182 | 202 | 212 | 232 | 252 | ||
| 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 150 | 400 | ||||
| ||||||||||||||
30x20 | ||||||||||||||
40x20 | 40x30 | |||||||||||||
50x20 | 50x30 | 50x40 | ||||||||||||
60x20 | 60x30 | 60x40 | 60x50 | |||||||||||
70x20 | 70x30 | 70x40 | 70x50 | 70x60 | ||||||||||
80x20 | 80x30 | 80x40 | 80x50 | 80x60 | 80x70 | |||||||||
90x20 | 90x30 | 90x40 | 90x50 | 90x60 | 90x70 | 90x80 | ||||||||
100x20 | 100x30 | 100x40 | 100x50 | 100x60 | 100x70 | 100x80 | 100x90 | |||||||
110x20 | 110x30 | 110x40 | 110x50 | 110x60 | 110x70 | 110x80 | 110x90 | 110x100 | ||||||
120x20 | 120x30 | 120x40 | 120x50 | 120x60 | 120x70 | 120x80 | 120x90 | 120x100 | 120x110 | |||||
130x20 | 130x30 | 130x40 | 130x50 | 130x60 | 130x70 | 130x80 | 130x90 | 130x100 | ||||||
140x20 | 140x30 | 140x40 | 140x50 | 140x60 | 140x70 | 140x80 | 140x90 | 140x100 | ||||||
150x20 | 150x30 | 150x40 | 150x50 | 150x60 | 150x70 | 150x80 | 160x100 | 200x110 | 250x150 |



Spessori disponibili delle lamiere in mm
| 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | 70 | 80 | 90 | 100 | 110 |
120 | 130 | 140 | 150 | 200 | 250 |

Trattamenti tipici
Ricerca di una durezza ottimale (> 62 HRC) :
- Preriscaldamento a 750 °C.
- Riscaldamento a 1075 °C.
- Tempra in olio caldo, o in un bagno di sali, o con gas.
- Passaggio tramite il freddo a -76 °C.
- 1rinvenimento a 150 °C.
- Variante per il trattamento seguito da rivestimento PVD.
- Realizzare due rinvenimenti successivi a 520 °C.
Ricerca di una buona tenacità (53/56HRC) :
- Preriscaldamento a 750 °C.
- Riscaldamento a 1030 °C.
- Tempra in olio caldo, o in un bagno di sali, o con gas.
- Due rinvenimenti successivi: primo rinvenimento a 520 °C, secondo rinvenimento a 580°C.