LA 2344 ESR - Acciaio per trattamento termico LA2344ESR-5003
EN X40CrMoV5.1 ESR (Ex AFNOR EZ40CDV5.1) W.Nr 1.2344 ESU – AISI H13 ESR Elaborazione modalità rifusione tramite elettrodo fusibile


Impieghi industriali
Stampi materie plastiche molto grandi.
Stampi iniezione sotto pressione di leghe leggere.
Stampi iniezione bassa pressione.
Utensili e matrici di forgiatura a caldo.
Pezzi di meccanica generale.
Composizione chimica in % secondo la norma ISO 4957
| C | Mn | Si | Cr | Mo | V | Ni | S | P | Fe | |
| Mini | 0,35 | 0,25 | 0,80 | 4,80 | 1,20 | 0,85 | - | - | - | Base |
| Maxi | 0,42 | 0,50 | 1,20 | 5,50 | 1,50 | 1,15 | 0,12 | 0,0010 | 0,010 | Base |
Proprietà fisiche a 20 °C
Densità : 7,85
Modulo d’elasticità E: 215 000 N/mm²
Coefficiente di Poisson V : 0,3
Coefficiente medio di dilatazione in m/m* °C
tra 20 °C e 100 °C : 10,9 x 10-6
tra 20 °C e 200 °C : 11,9 x 10-6
tra 20 °C e 400 °C : 12,7 x 10-6
tra 20 °C e 600 °C : 13,3 x 10-6
Conducibilità termica a 20 °C in W (m*k) : 25
Magnetico
Punti di trasformazione
Ac1 : 860 °C, Ac3 : 940 °C.
Fucinatura
1100 °C - 900 °C seguita da un raffreddamento lento e guidato.
Ricotto
780 °C.
Stato di fornitura
Acciaio consegnato allo stato ricotto ≤ 240HB.
Controllo US secondo EN 10228-3 Classe 4.
Attitudine all’uso
In base al trattamento termico realizzato e alle caratteristiche meccaniche desiderate:
- Acciaio per utensili altolegato utilizzato nelle attività di realizzazione di stampi per la trasformazione di materie plastiche, di leghe leggere e nella realizzazione di utensili e di matrici di forgiatura a caldo.
- Altissima stabilità dimensionale.
- Grande resistenza agli urti e alla fatica termica.
- Buona resistenza all’usura.
- Eccellente attitudine alle nitrurazioni e ai trattamenti superficiali.
- Resistenza alla corrosione media.
Attitudine alla lucidatura
Idoneo alla lucidatura tipo ‘specchio 3 micron’.
Riferirsi alla tabella delle corrispondenze e delle note tecniche a fine catalogo.
Attitudine alla fotoincisione
La tipologia LA2344 ESR è adatta alla fotoincisione chimica e alla fotoincisione laser.
Questa operazione deve essere preceduta da un test su provetta. In caso di Vs. esigenza particolare, consultateci.
Trattamento termico
Tempra:
- preriscaldamento a 750 °C,
- riscaldamento a 1030 °C,
- tempra in olio caldo, o in bagno di sali, o con gas.
Rinvenimento:
- due rinvenimenti successivi,
- 1° rinvenimento a 500 °C,
- 2° rinvenimento in base alla durezza ricercata,
- Per ottenere la durezza massima, effettuare due rinvenimenti a 500 °C.
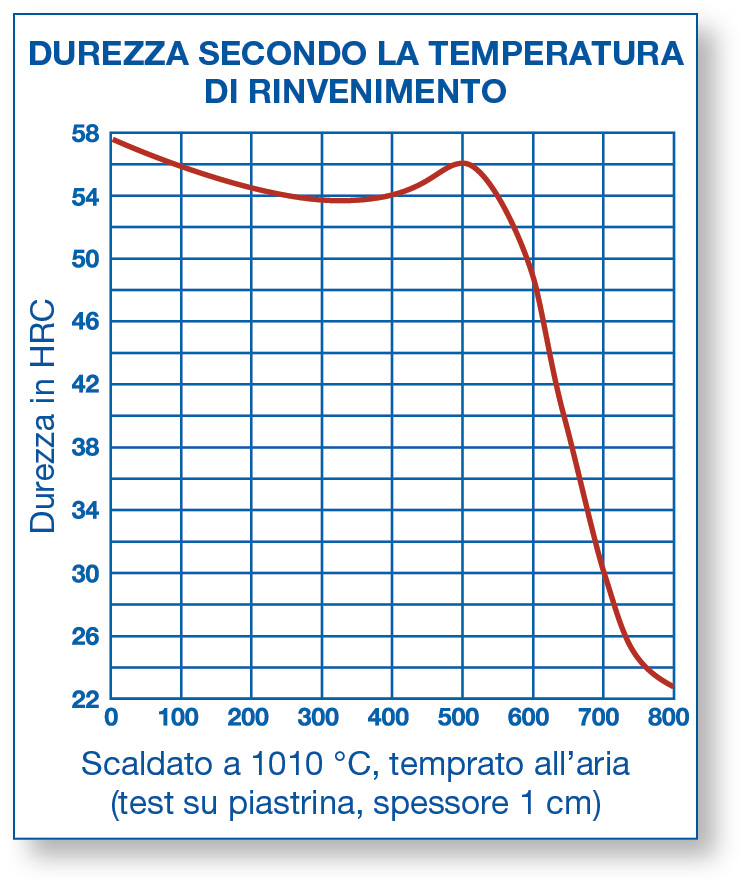
Curva di rinvenimento
Campioni trattati su provette con uno spessore di 25 mm.
Attitudine alla saldatura
Adatto alla saldatura TIG e al laser.
Bacchetta WRLA4 Ø 1,6. Codice Lugand: 43 05 005.
Sezioni disponibili in mm
 | 810X250 | 810X300 | 810X320 | 810X400 |